近日,我校機(jī)械工程學(xué)院羅開玉教授團(tuán)隊(duì)在增材制造領(lǐng)域頂刊《增材制造》(Additive Manufacturing)和機(jī)械制造領(lǐng)域頂刊《國(guó)際機(jī)械科學(xué)雜志》(International Journal of Mechanical Sciences)上分別發(fā)表了題為In-situ thermal control-assisted laser directed energy deposition of curved-surface thin-walled parts和Melt pool control-assisted additive manufacturing of thin-walled parts的研究論文。

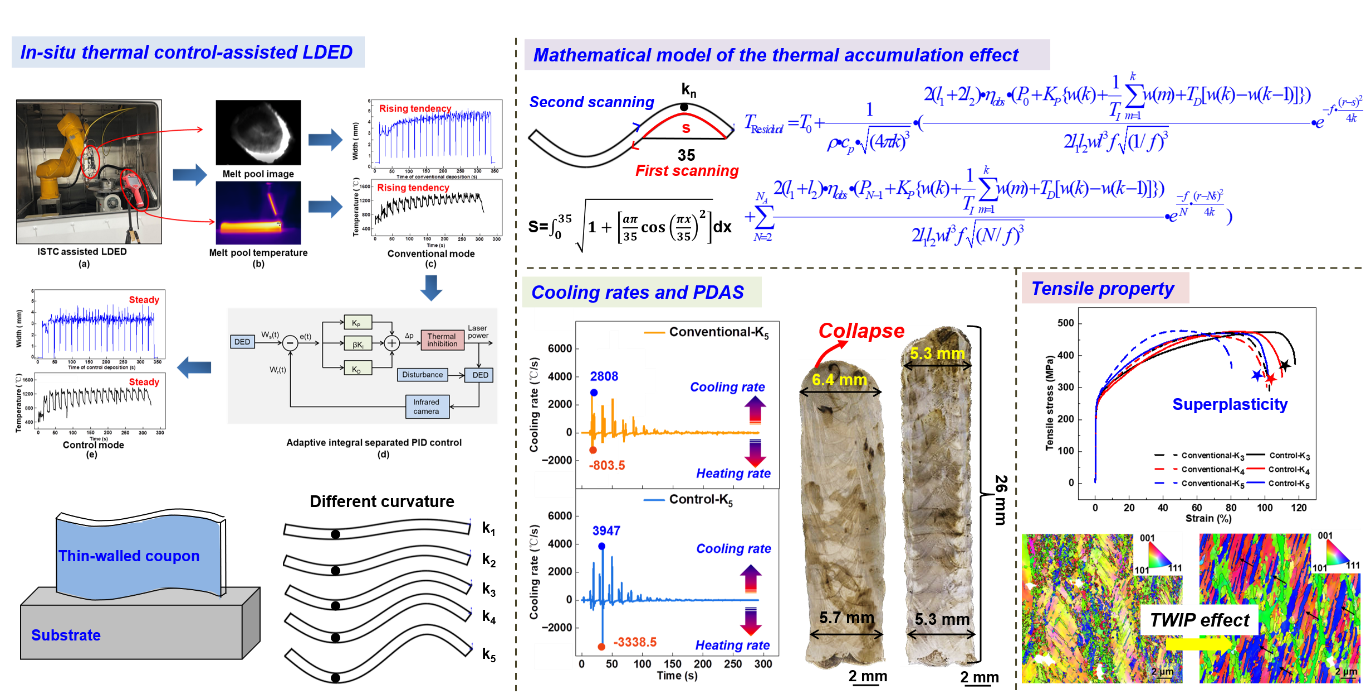

該研究成果提出了一種熔池原位控制輔助激光定向能量沉積工藝(ISTC-LDED),推導(dǎo)了以經(jīng)典熱傳導(dǎo)理論為基礎(chǔ)的平面和曲面薄壁件熱效應(yīng)模型,該技術(shù)闡明了層間柱狀晶和等軸晶的連續(xù)演化機(jī)制并實(shí)現(xiàn)了構(gòu)件厚度一致性。同時(shí),ISTC-LDED技術(shù)誘導(dǎo)的316L不銹鋼孿晶塑性變形效應(yīng)可以顯著提升強(qiáng)韌性。博士生蘇尤宇為第一作者,羅開玉教授、魯金忠教授為通訊作者。
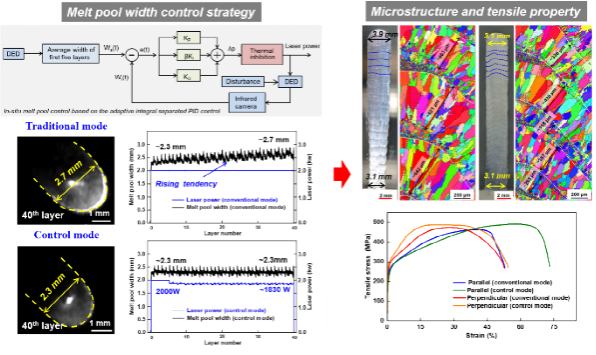
研究基于ISTC-LDED工藝,制備了不同曲率和不同功率的316L不銹鋼平面、曲面薄壁零件,建立了熱控制對(duì)熔池寬度影響的數(shù)學(xué)模型,系統(tǒng)分析了ISTC-LDED對(duì)薄壁件尺寸精度、顯微組織和拉伸性能的影響,得出了如下重要結(jié)論:熔池原位控制技術(shù)基于同軸CCD攝像機(jī)監(jiān)測(cè)和提取熔池寬度,紅外熱成像儀監(jiān)控熔池溫度,并設(shè)置合適的PID參數(shù)調(diào)節(jié)激光功率來(lái)獲得穩(wěn)定的熔池寬度。控制后熔池寬度的穩(wěn)定性提高了17.4%,冷卻速率提高180.6%;熔池寬度控制技術(shù)通過(guò)提高冷卻速度抑制了初生枝晶臂間距和大枝晶的外延生長(zhǎng),柱狀和層間等軸晶體的不斷演化進(jìn)一步提高了薄壁件的厚度均勻性,尺寸精度最高提升60.2%;熔池原位控制工藝增大了熔池的溫度梯度,激活了熔池內(nèi)部的馬蘭戈尼流產(chǎn)生了平滑效應(yīng),使得構(gòu)件表面粗糙度減小了56.2%;加快了沉積過(guò)程中熔池內(nèi)氣泡的逃逸速度,使得平面薄壁件內(nèi)部孔隙減少了82.7%,氣孔總數(shù)減少兩個(gè)數(shù)量級(jí);熔池原位控制通過(guò)降低熱積累效應(yīng)降低了位錯(cuò)密度和層錯(cuò)能,進(jìn)一步促進(jìn)了變形孿晶的產(chǎn)生和孿晶誘導(dǎo)塑性變形(TWIP)效應(yīng),試樣的延伸率最多提高了35.7%。ISTC-LDED工藝有助于解決熱積累效應(yīng)問題,提高薄壁件的成形質(zhì)量和整體性能,為該領(lǐng)域其他金屬材料和不同尺寸構(gòu)件的增材制造提供了新的參考。
ISTC-LDED技術(shù)針對(duì)薄壁件沉積制造中的熱累積,改進(jìn)了自適應(yīng)積分分離式PID算法,解決了沉積薄壁件邊緣塌陷和表面粗糙度高的問題,為激光定向能量沉積薄壁件工藝窗口建立和性能參數(shù)優(yōu)化提供硬件和軟件基礎(chǔ)。該技術(shù)還進(jìn)一步推導(dǎo)了激光定向能量沉積薄壁件的熱效應(yīng)模型,建立了激光功率與熔池寬度的數(shù)學(xué)關(guān)系。通過(guò)分析熔池?zé)釟v史對(duì)構(gòu)件表面質(zhì)量和成形質(zhì)量評(píng)價(jià)指標(biāo)的影響規(guī)律,獲得了激光沉積薄壁件成形工藝與質(zhì)量的匹配關(guān)系,揭示了熔池聯(lián)合控制下構(gòu)件誘導(dǎo)孿晶塑性變形導(dǎo)致的塑性提升機(jī)制,為實(shí)現(xiàn)金屬薄壁件高質(zhì)高效激光定向能量沉積提供新途徑。
研究獲得了江蘇省重點(diǎn)研發(fā)計(jì)劃(產(chǎn)業(yè)前瞻與關(guān)鍵核心技術(shù))(BE2022069-4)等資助。(機(jī)械工程學(xué)院)
論文鏈接:https://doi.org/10.1016/j.addma.2024.104061
論文鏈接:https://doi.org/10.1016/j.ijmecsci.2024.109519



